Mûˋná operacûÙ, vyéÀéÀûÙ stabilita: novû§ vrtûÀk pro medicûÙnskûˋ aplikace od Rotany
PéehrûÀt audio verzi
Mûˋná operacûÙ, vyéÀéÀûÙ stabilita: novû§ vrtûÀk pro medicûÙnskûˋ aplikace od Rotany
00:00
00:00
1x
- 0.25x
- 0.5x
- 0.75x
- 1x
- 1.25x
- 1.5x
- 2x
Spolehlivûˋ vrtûÀnûÙ do tvarovû§ch ploch je v oblasti medicûÙnskûˋho obrûÀbánûÙ dlouhodobou vû§zvou. Spoleánost Rotana z Velkûˋho MeziéûÙáûÙ ve spoluprûÀci s Fakultou strojnûÙ áVUT v Praze vyvinula novû§ vrtûÀk, kterû§ sdruéƒuje vûÙce operacûÙ do jednoho kroku, a zvyéÀuje tak stabilitu celûˋho procesu.

PilotnûÙ vrtûÀk s upravenû§m béitem uzpé₤sobenû§ k testovûÀnûÙ vrtûÀnûÙ do kéivûˋ plochy, tvarovûÀ plocha je z titanovûˋho polotovaru Ti6Al4V
V medicûÙnskûˋm pré₤myslu se áasto obrûÀbájûÙ dûÙlce s prostorová sloéƒitû§mi geometriemi, kde jsou otvory umûÙstány na naklonánû§ch nebo zakéivenû§ch plochûÀch. V kombinaci s obtûÙéƒná obrobitelnû§mi materiûÀly, zejmûˋna titanovû§mi slitinami, to vede ke zvû§éÀenûˋmu riziku nestability nûÀstroje péi vstupu do materiûÀlu. StandardnûÙ vrtûÀky v táchto podmûÙnkûÀch vykazujûÙ nerovnomárnûˋ zatûÙéƒenûÙ béité₤ a zvû§éÀenû§ radiûÀlnûÙ tlak vedoucûÙ k nûÀslednûˋmu vychû§lenûÙ nûÀstroje.
„Z tohoto dé₤vodu se v praxi báéƒná pouéƒûÙvajûÙ péûÙpravnûˋ operace, napéûÙklad navrtûÀnûÙ nebo frûˋzovûÀnûÙ rovnûˋ plochy kolmûˋ k ose nûÀstroje. Tyto kroky véÀak znamenajûÙ prodlouéƒenûÙ vû§robnûÙho cyklu a zvyéÀujûÙ riziko kumulace geometrickû§ch nepéesnostûÙ,“ podotû§kûÀ Jan Skryja, vedoucûÙ sekce Vû§voje a vû§zkumu spoleánosti Rotana.
CûÙl projektu a role pré₤myslovûˋho zadavatele
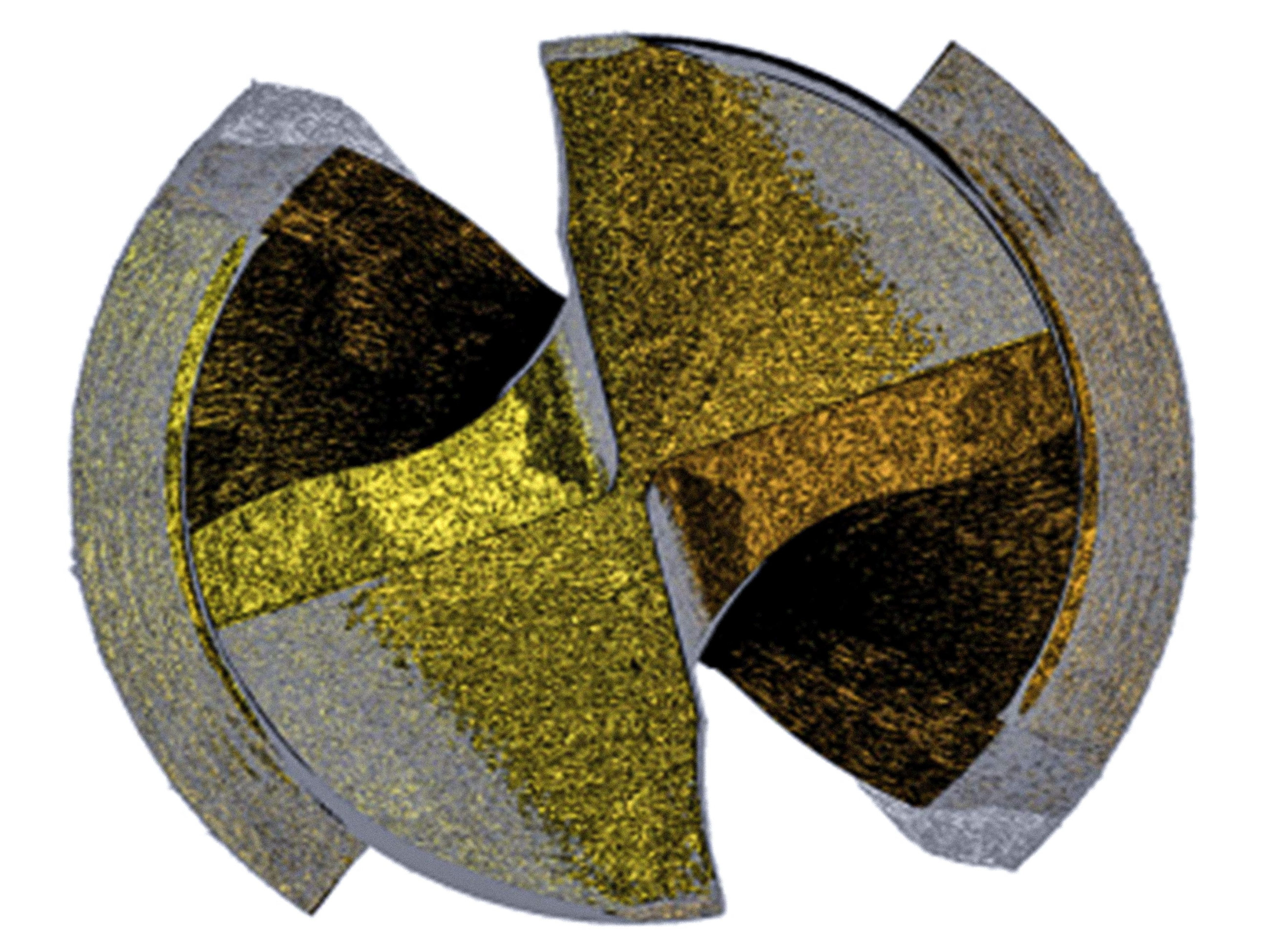
Detaily v rozdûÙlu mezi 3D modelem (éÀedûÀ barva, pré₤hlednûÀ) a reûÀlná naskenovanû§m 3D modelem nûÀstroje (éƒlutûÀ barva) pilotnûÙho vrtûÀku o pré₤máru 2,95 mm se zamáéenûÙm na rozdûÙly v ostéûÙ a péûÙánûˋm ostéûÙ mikronûÀstroje
Vû§vojovû§ projekt byl iniciovûÀn spoleánostûÙ Rotana, kterûÀ dlouhodobá pé₤sobûÙ v oblasti vû§voje a vû§roby specializovanû§ch nûÀstrojé₤ pro nûÀroánûˋ aplikace. CûÙlem projektu bylo vytvoéit pilotnûÙ vrtûÀk – mikronûÀstroj do pré₤máru 3 mm – schopnû§ plynulûˋho vstupu do tvarovûˋ plochy bez nutnosti péûÙpravnû§ch operacûÙ, a to péi zachovûÀnûÙ vysokûˋ péesnosti a procesnûÙ stability.
Vádci z Fakulty strojnûÙ áVUT v Praze, konkrûˋtná ûstavu vû§robnûÙch strojé₤ a zaéûÙzenûÙ (RCMT), se na projektu podûÙleli zejmûˋna v oblasti experimentûÀlnûÙho vû§zkumu, máéenûÙ a analû§zy dat. Projekt tak spojil praktickûˋ konstrukánûÙ know-how vû§robce a poskytovatele nûÀstrojovû§ch éeéÀenûÙ ze slinutû§ch karbidé₤, diamantu a kubickûˋho nitridu bû°ru s akademickû§m zûÀzemûÙm v oblasti experimentûÀlnûÙho obrûÀbánûÙ.
KonstrukánûÙ nûÀvrh pilotnûÙho vrtûÀku
ZûÀsadnûÙ konstrukánûÙ vû§zvou bylo navréƒenûÙ geometrie áela nûÀstroje tak, aby byl zajiéÀtán plynulû§ a kontrolovanû§ kontakt s obrobkem jiéƒ v poáûÀteánûÙ fûÀzi vrtûÀnûÙ. SpecifickûÀ geometrie pilotnûÙho vrtûÀku umoéƒéuje rozloéƒenûÙ éeznû§ch sil tak, aby nedochûÀzelo k silovûˋmu rûÀzu a ke vzniku nadmárnû§ch radiûÀlnûÙch sloéƒek.
Vedle makrogeometrie byla velkûÀ pozornost vánovûÀna mikrogeometrii éeznûˋ hrany. PrûÀvá u mikronûÀstrojé₤ se i velmi malûˋ zmány v éûÀdu jednotek mikrometré₤ vû§razná projevujûÙ na chovûÀnûÙ nûÀstroje v éezu, stabilitá procesu i éƒivotnosti. „PilotnûÙ vrtûÀk nevznikal jako jednorûÀzovû§ nûÀvrh. Geometrie se vyvûÙjela interativná na zûÀkladá reûÀlnû§ch máéenûÙ a testé₤, nikoliv pouze podle CAD modelu,“ upozoréuje Jan Skryja.
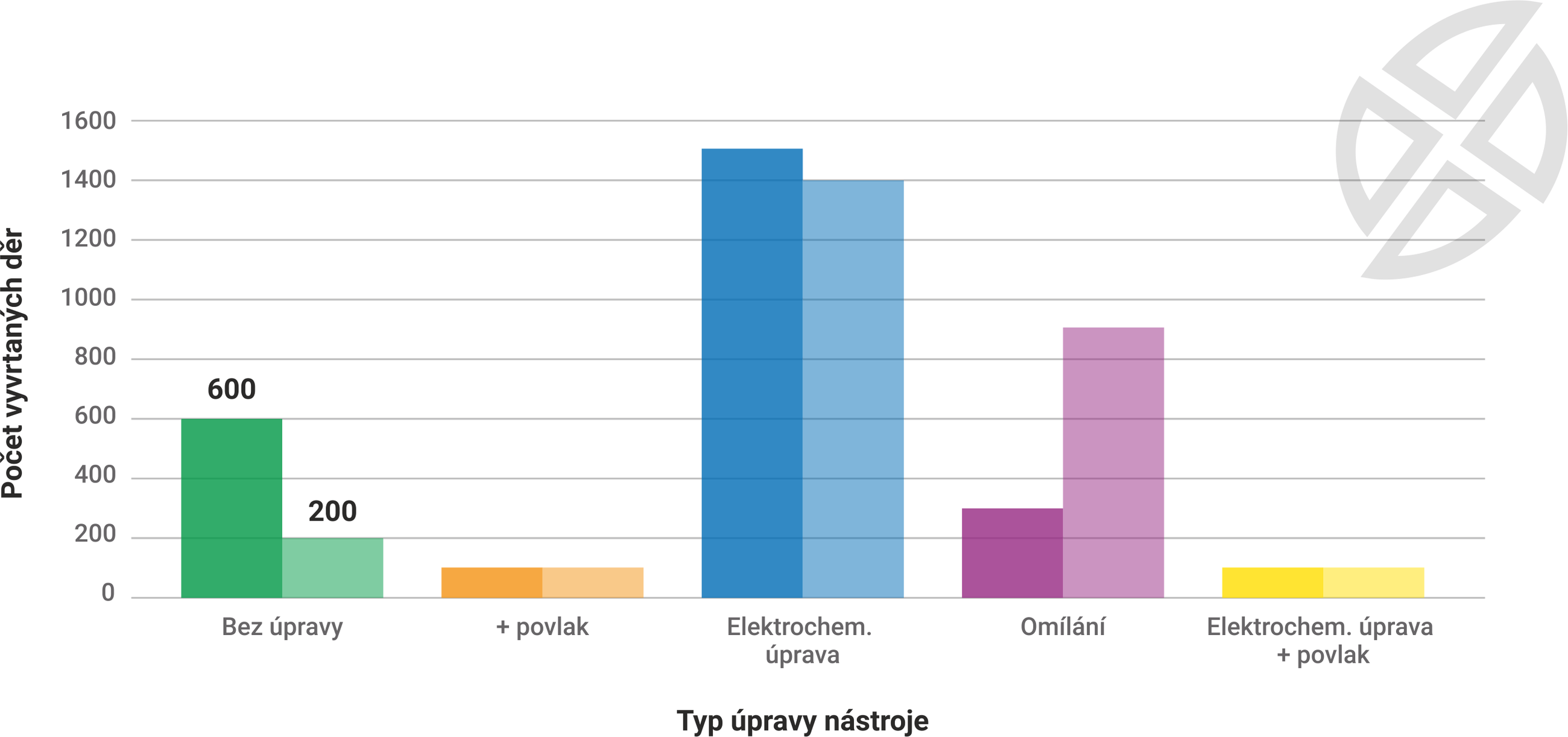
Poáet vyvrtanû§ch otvoré₤ v zûÀvislosti na û¤pravá béitu. TestovûÀno péi vrtûÀnûÙ slitiny Ti6Al4V pilotnûÙm vrtûÀkem o pré₤máru 3 mm do hloubky 6,3 mm péi vc = 70 m/min a fot = 0,018 mm
ExperimentûÀlnûÙ metodika a máéenûÙ
ExperimentûÀlnûÙ áûÀst projektu, realizovanûÀ na pracoviéÀtûÙch RCMT, zahrnovala máéenûÙ silovûˋho zatûÙéƒenûÙ, testy éƒivotnosti nûÀstrojé₤ a detailnûÙ geometrickou analû§zu pomocûÙ 3D skenovûÀnûÙ.
NamáéenûÀ data potvrdila, éƒe hlavnûÙ péednostûÙ navréƒenûˋ geometrie je schopnost vû§razná omezit radiûÀlnûÙ sloéƒky éeznû§ch sil a zvû§éÀit podûÙl zatûÙéƒenûÙ v axiûÀlnûÙm smáru osy nûÀstroje. ZatûÙmco radiûÀlnûÙ sûÙly pé₤sobûÙcûÙ kolmo na osu zpé₤sobujûÙ neéƒûÀdoucûÙ vyboáenûÙ nûÀstroje, v axiûÀlnûÙm smáru vykazuje vrtûÀk maximûÀlnûÙ tuhost.
Tato vlastnost je klûÙáovûÀ zejmûˋna péi zavrtûÀvûÀnûÙ pilotnûÙho vrtûÀku do tvarovû§ch ploch, kde dochûÀzûÙ k nesymetrickûˋmu kontaktu nûÀstroje s obrobkem. Péi kontaktu s tvarovou plochou dochûÀzûÙ k pozvolnûˋmu a plynulûˋmu nûÀré₤stu silovûˋho zatûÙéƒenûÙ, coéƒ zamezuje vzniku rûÀzé₤. TûÙm se minimalizuje riziko vylomenûÙ béitu a zajiéÀéËuje péesnûˋ navedenûÙ nûÀstroje pro nûÀslednûˋ operace.
Mikrogeometrie béitu a éƒivotnost nûÀstroje
SouáûÀstûÙ vû§zkumu bylo takûˋ testovûÀnûÙ vlivu û¤pravy éeznûˋ hrany na éƒivotnost nûÀstroje. Experimenty potvrdily, éƒe extrûˋmná ostrû§ béit nenûÙ v péûÙpadá mikronûÀstrojé₤ obrûÀbájûÙcûÙch titanovûˋ slitiny optimûÀlnûÙm éeéÀenûÙm.
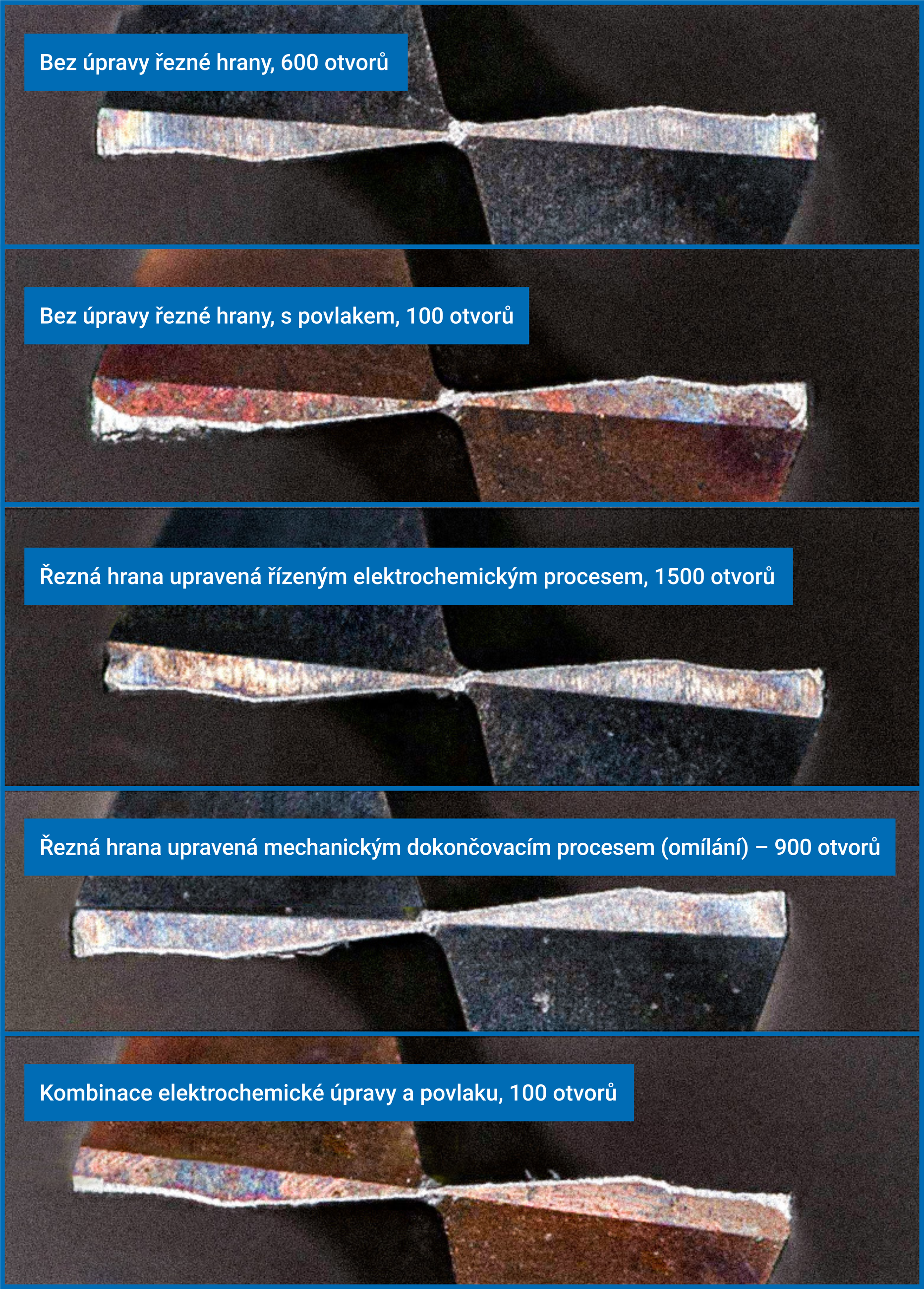
Fotodokumentace opotéebenûÙ pilotnûÙch vrtûÀké₤ s ré₤znû§mi variantami û¤prav béitu na konci jejich trvanlivosti
Naopak se ukûÀzalo, éƒe vhodná zvolenûÀ û¤prava mikrogeometrie béitu vede ke zvû§éÀenûÙ stability éezu a vû§raznûˋmu prodlouéƒenûÙ éƒivotnosti nûÀstroje. V rûÀmci testé₤ bylo dosaéƒeno nûÀré₤stu éƒivotnosti aéƒ o 140 % ve srovnûÀnûÙ s referenánûÙm komeráná dostupnû§m nûÀstrojem. ZûÀsadnûÙm péûÙnosem byla i vysokûÀ opakovatelnost táchto vû§sledké₤, zatûÙmco u referenánûÙho nûÀstroje byla trvanlivost nekonzistentnûÙ. PoéƒadovanûÀ kvalita obrûÀbánûÙ byla péitom plná zachovûÀna.
PéûÙnos pilotnûÙho vrtûÀku pro pré₤myslovou praxi
„Vû§sledky projektu jednoznaáná ukazujûÙ, éƒe pilotnûÙ vrtûÀk umoéƒéuje efektivnûÙ sdruéƒovûÀnûÙ operacûÙ péi vrtûÀnûÙ do tvarovû§ch ploch. Pro naéÀe zûÀkaznûÙky to v praxi znamenûÀ eliminaci péûÙpravnû§ch operacûÙ, zkrûÀcenûÙ vû§robnûÙho áasu a zvû§éÀenûÙ procesnûÙ stability,“ zdé₤razéuje Jan Skryja z Rotany.
Tyto péûÙnosy jsou obzvlûÀéÀtá vû§znamnûˋ v medicûÙnskûˋm pré₤myslu, kde je stabilita procesu û¤zce svûÀzûÀna s validaánûÙmi a certifikaánûÙmi poéƒadavky a kde kaéƒdûÀ technologickûÀ operace navûÙc znamenûÀ zvû§éÀenou administrativnûÙ i vû§robnûÙ zûÀtáéƒ.
Vû§voj pilotnûÙho vrtûÀku realizovanû§ áeskou spoleánostûÙ Rotana ve spoluprûÀci s odbornûÙky z û¤stavu RCMT potvrzuje, éƒe systematickû§, daty podloéƒenû§ péûÙstup k vû§voji nûÀstrojé₤ mé₤éƒe vûˋst k vû§raznûˋmu zjednoduéÀenûÙ vû§robnûÙch procesé₤ i v technologicky velmi nûÀroánû§ch aplikacûÙch. Projekt ukazuje, éƒe skuteánû§ péûÙnos nevznikûÀ pouze nûÀvrhem novûˋ geometrie, ale péedevéÀûÙm hlubokû§m pochopenûÙm chovûÀnûÙ nûÀstroje v reûÀlnûˋm éezu.