NovĂĄ CVD-d mikrofrĂ©za od spoleÄnosti Rotana cĂlĂ na ty nejnĂĄroÄnÄjĆĄĂ obrĂĄbÄcĂ aplikace
SpoleÄnost Rotana, ÄeskĂœ vĂœrobce a poskytovatel nĂĄstrojovĂœch ĆeĆĄenĂ z ultratvrdĂœch materiĂĄlĆŻ, vyvinula ve spoluprĂĄci s vÄdci z Fakulty strojnĂ ÄVUT v Praze stopkovou mikrofrĂ©zu s bĆitem z monolitickĂ©ho CVD diamantu. Novinka zajiĆĄĆ„ujĂcĂ vĂœraznÄ vyĆĄĆĄĂ efektivitu a pĆesnost pĆi obrĂĄbÄnĂ je vhodnĂĄ pĆedevĆĄĂm pro nĂĄroÄnĂ© aplikace v oblasti automotive, v leteckĂ©m prĆŻmyslu nebo pro energetiku.

PatentovanĂĄ mikrofrĂ©za Rotana s bĆitem z monolitickĂ©ho CVD diamantu pro pĆesnĂ© obrĂĄbÄnĂ
Pro souÄasnĂœ prĆŻmyslovĂœ svÄt zamÄĆenĂœ na vysoce pĆesnĂ© a efektivnĂ obrĂĄbÄnĂ je pĆĂznaÄnĂœ dĆŻraz na neustĂĄlĂœ vĂœvoj a zdokonalovĂĄnĂ technologiĂ a nĂĄstrojĆŻ. JednĂm z nejnovÄjĆĄĂch pĆĂkladĆŻ ĂșspÄĆĄnĂ©ho ĆeĆĄenĂ danĂ© problematiky je vĂœvoj stopkovĂ© mikrofrĂ©zy s napĂĄjenou Ćeznou ÄĂĄstĂ z monolitickĂ©ho CVD-d materiĂĄlu. PatentovanĂ© ĆeĆĄenĂ nĂĄstroje bylo vyvinuto aĆŸ do podoby opakovanĂ©ho uplatnÄnĂ v konkrĂ©tnĂch zĂĄkaznickĂœch aplikacĂch.
NĂĄstroj s laserem vytvoĆenou unikĂĄtnĂ geometriĂ bĆitu je urÄenĂœ pĆedevĆĄĂm pro opracovĂĄnĂ tÄĆŸkoobrobitelnĂœch neĆŸeleznĂœch materiĂĄlĆŻ. Za jeho vĂœvojem stojĂ specialistĂ© velkomeziĆĂÄskĂ© spoleÄnosti Rotana a vĂœzkumnĂci z Fakulty strojnĂ ÄeskĂ©ho vysokĂ©ho uÄenĂ technickĂ©ho v Praze, kteĆĂ spolupracovali v rĂĄmci vĂœzkumnÄ-vĂœvojovĂ©ho projektu z programu TRIO IV.
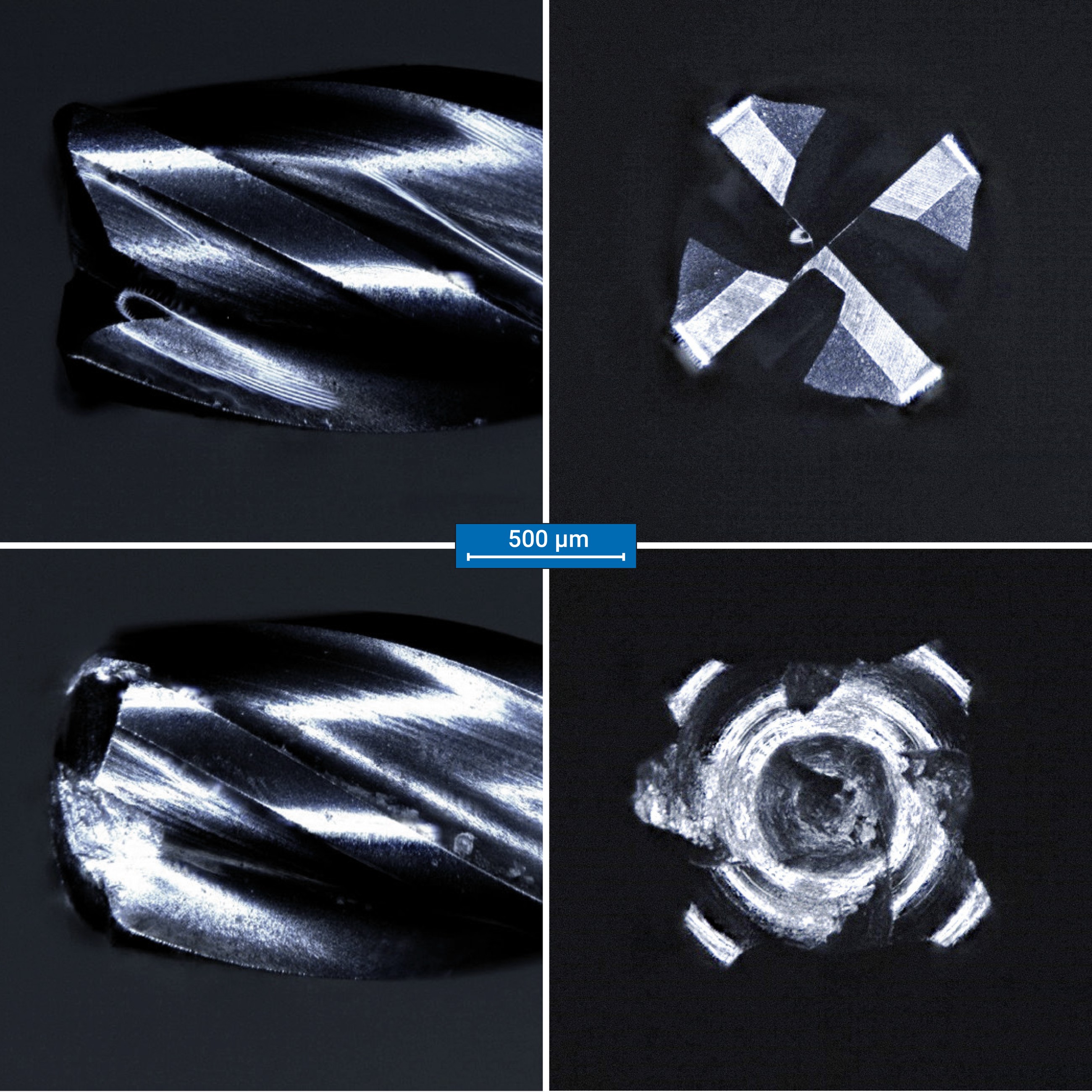
StandardnĂ nĂĄstroj pĆed obrobenĂm jednĂ© drĂĄĆŸky a po nÄm
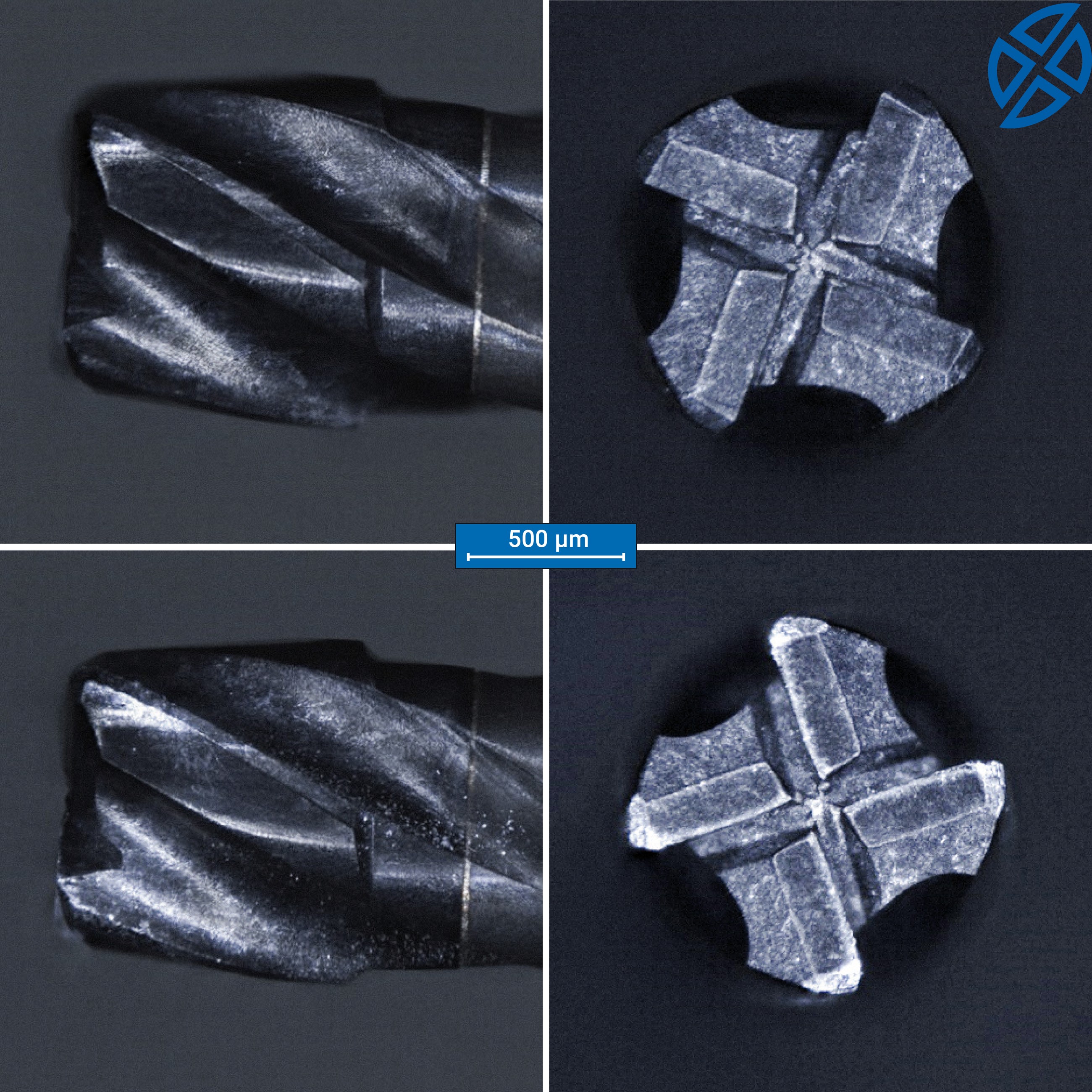
Prototyp frĂ©zovacĂho nĂĄstroje Rotana pĆed obrobenĂm ÄtyĆ drĂĄĆŸek a po nÄm
SprĂĄvnou geometrii zajistĂ laserovĂœ paprsek
UĆŸ v prĆŻbÄhu pĆedchozĂ spoluprĂĄce mezi velkomeziĆĂÄskou firmou a specialisty z ÄVUT se prokĂĄzalo, ĆŸe vlastnosti diamantu bez pojiva vyrobenĂ©ho chemickĂœm procesem z nÄj ÄinĂ ideĂĄlnĂ volbu pro obrĂĄbÄnĂ tÄĆŸkoobrobitelnĂœch neĆŸeleznĂœch materiĂĄlĆŻ. NavĂc v porovnĂĄnĂ s materiĂĄly, jako je velmi rozĆĄĂĆenĂœ PKD, mĂĄ CVD-d vyĆĄĆĄĂ odolnost proti opotĆebenĂ (pĆedevĆĄĂm formou abraze) a vĂœraznÄ delĆĄĂ ĆŸivotnost, coĆŸ vede ke snĂĆŸenĂ nĂĄkladĆŻ na ĂșdrĆŸbu a renovaci nĂĄstrojĆŻ.
„Na druhou stranu je vĆĄak CVD-d znaÄnÄ specifickĂœ materiĂĄl vyĆŸadujĂcĂ odliĆĄnĂœ zpĆŻsob vĂœroby samotnĂ©ho nĂĄstroje, respektive jinĂœ zpĆŻsob jeho obrĂĄbÄnĂ,“ popisuje AntonĂn NovotnĂœ, vedoucĂ Ășseku VĂœzkumu a vĂœvoje spoleÄnosti Rotana, a upĆesĆuje: „ZatĂmco PKD nĂĄstroje lze upravovat EDM technologiĂ, nĂĄstroje z CVD-d nejsou vodivĂ©, a lze je efektivnÄ obrĂĄbÄt pouze laserem.“ V rĂĄmci projektu se proto Rotana spolu s vĂœzkumnĂky zamÄĆila hlavnÄ na sprĂĄvnĂœ zpĆŻsob Ășpravy geometrie nĂĄstrojĆŻ osazenĂœch CVD-d.
JednĂm z dĆŻvodĆŻ byla zkuĆĄenost zĂĄkaznĂkĆŻ s odĆĄtipovĂĄnĂm rohĆŻ tÄchto nĂĄstrojĆŻ. Potvrdilo se, ĆŸe prĂĄvÄ odpovĂdajĂcĂ modifikace geometrie by mohla bĂœt jednĂm z efektivnĂch ĆeĆĄenĂ problĂ©mu. Vedle celkovĂ©ho pĆehodnocenĂ jednotlivĂœch fĂĄzĂ vĂœroby nĂĄstroje ĆĄlo pĆedevĆĄĂm o nalezenĂ nejvhodnÄjĆĄĂho zpĆŻsobu srĂĄĆŸenĂ hran nĂĄstroje za pomoci laserovĂ©ho paprsku. V danĂ©m pĆĂpadÄ je materiĂĄl z nĂĄstroje odebĂrĂĄn tak, aby na nÄm vznikl poĆŸadovanĂœ tvar bez neĆŸĂĄdoucĂho tepelnĂ©ho ovlivnÄnĂ.
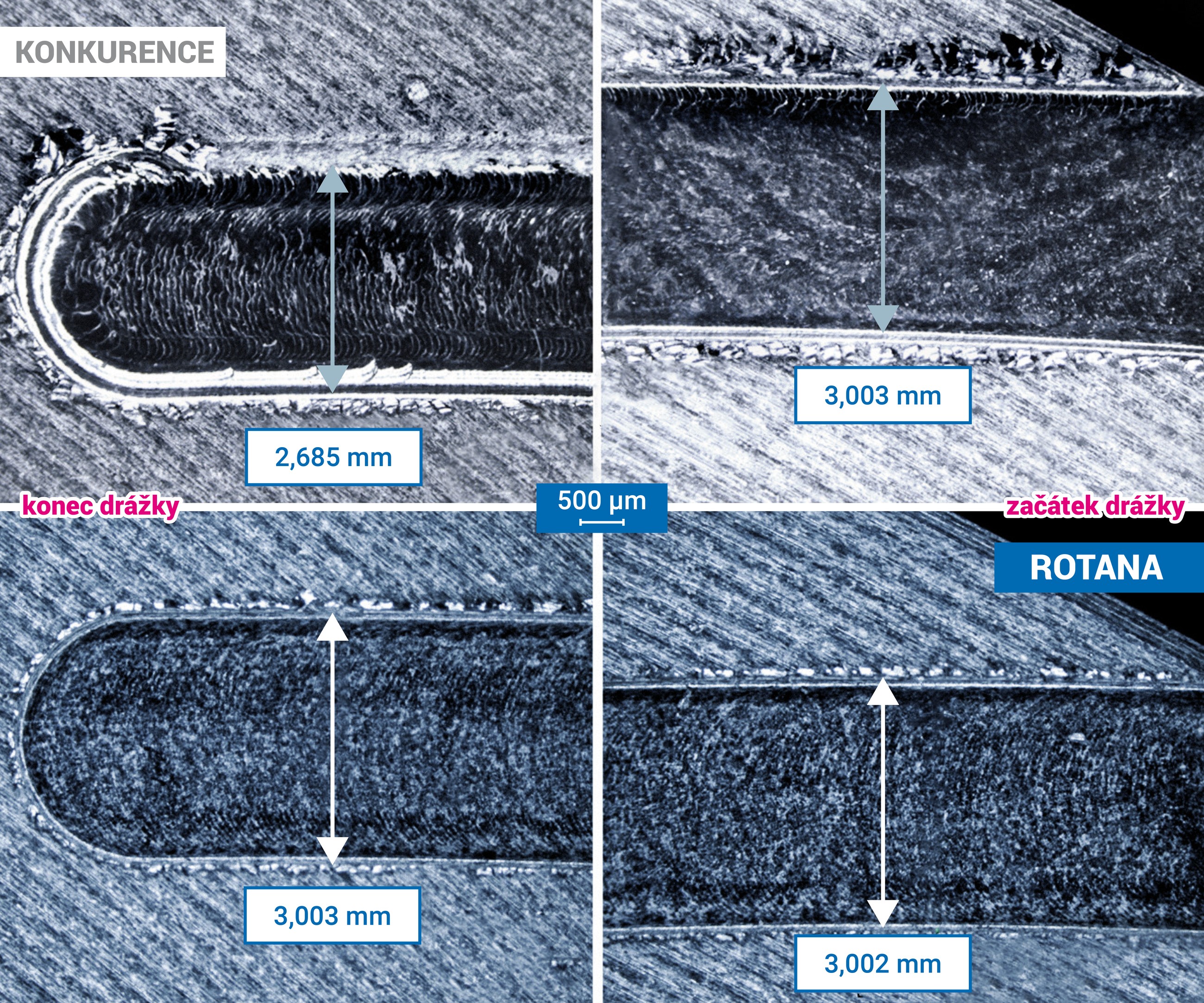
Detail drĂĄĆŸky v obrobku po frĂ©zovĂĄnĂ standardnĂm nĂĄstrojem (po prvnĂ drĂĄĆŸce) a prototypem Rotana (po ÄtvrtĂ© drĂĄĆŸce)
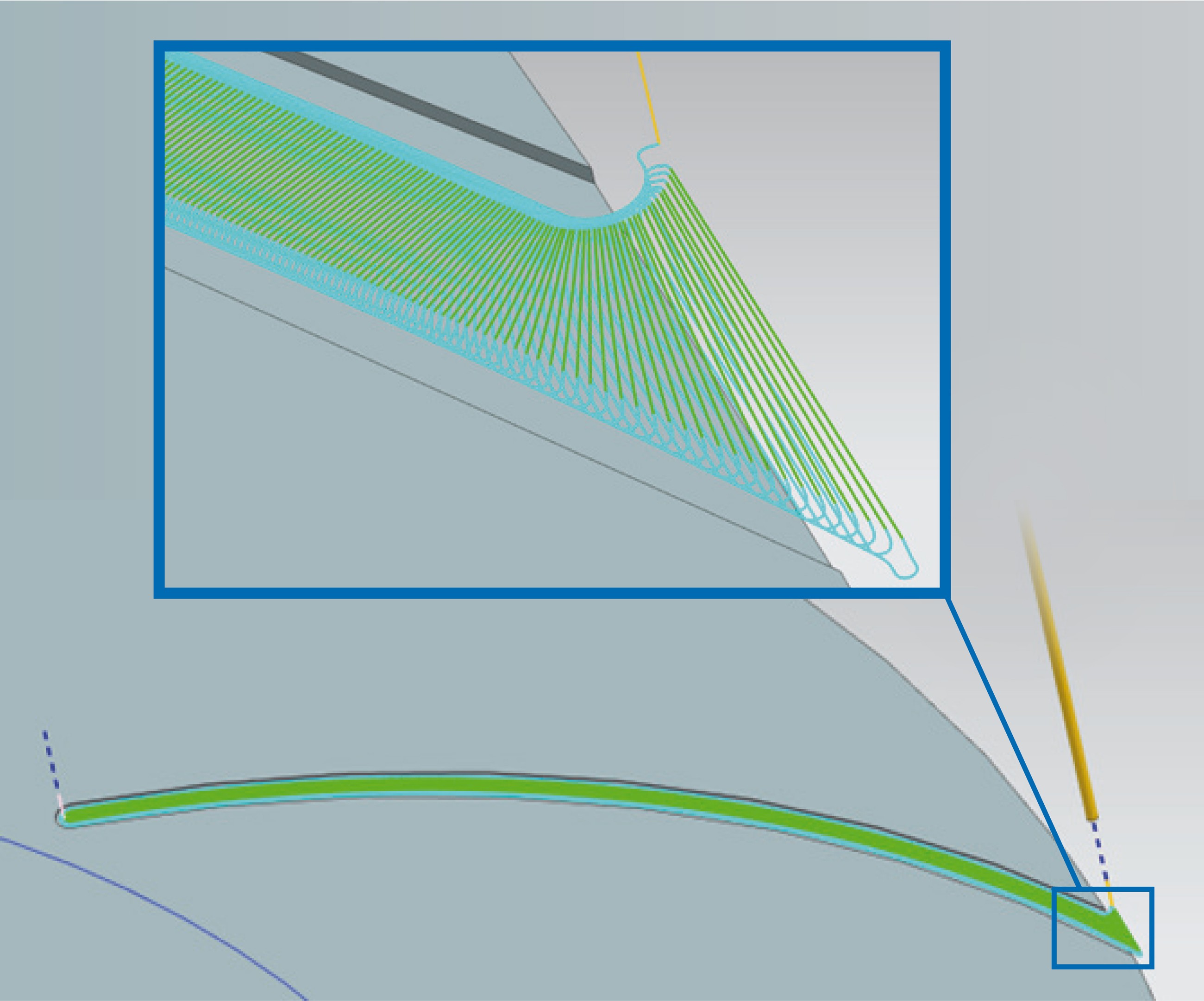
AdaptivnĂ drĂĄha nĂĄstroje Rotana ve frĂ©zovanĂ© drĂĄĆŸce v Al-MMC obrobku
NovĂœ nĂĄstroj od Rotany je pĆesnÄjĆĄĂ a vykazuje niĆŸĆĄĂ opotĆebenĂ
FinĂĄlnĂ nĂĄstroj mĂĄ podobu stopkovĂ© mikrofrĂ©zy s vakuovÄ napĂĄjenou Ćeznou ÄĂĄstĂ o prĆŻmÄru 1 mm z monolitickĂ©ho CVD-d materiĂĄlu. ĆeznĂĄ ÄĂĄst je napĂĄjena na tvrdokovovĂœ nosiÄ, pĆes kterĂœ je nĂĄstroj upnut do stroje. VeĆĄkerĂĄ geometrie je zhotovena laserovĂœm paprskem, coĆŸ dovoluje zhotovit individuĂĄlnĂ mikrogeometrii podle konkrĂ©tnĂ aplikace. Technologii lze vyuĆŸĂt od prĆŻmÄru 0,5 mm do 3 mm, ale samozĆejmÄ platĂ, ĆŸe ÄĂm je prĆŻmÄr vÄtĆĄĂ, tĂm je delĆĄĂ strojnĂ Äas z dĆŻvodu vÄtĆĄĂho objemu odebĂranĂ©ho materiĂĄlu.
„V prĆŻbÄhu vylaÄovĂĄnĂ finĂĄlnĂ podoby nĂĄstroje jsme za pomoci rychlobÄĆŸnĂ© kamery sledovali Ćadu detailĆŻ, vÄetnÄ toho, jak se pĆi obrĂĄbÄnĂ formuje tĆĂska a jak odchĂĄzĂ, a i podle toho jsme celĂœ proces upĆesĆovali,“ ĆĂkĂĄ k tomu AntonĂn NovotnĂœ. TestovĂĄnĂ bylo provĂĄdÄno frĂ©zovĂĄnĂm drĂĄĆŸek o hloubce 0,3 mm v brzdovĂ©m kotouÄi z Al-MMC (kovovĂœ kompozit na bĂĄzi matrice Al a vĂœztuĆŸe SiC) materiĂĄlu. V jeho prĆŻbÄhu byla ovÄĆena moĆŸnost vytvoĆenĂ zesĂlenĂ©ho jĂĄdra s cĂlem zvĂœĆĄenĂ pevnosti pĂĄjenĂ©ho spoje a jeho schopnost snĂĄĆĄet statickĂ© a dynamickĂ© zatĂĆŸenĂ pĆŻsobenĂ© ĆeznĂœmi silami.
V rĂĄmci ovÄĆovĂĄnĂ byla efektivita prototypĆŻ testovĂĄna spolu s alternativnĂm nĂĄstrojem jednoho z pĆednĂch svÄtovĂœch vĂœrobcĆŻ. „Pro demonstraci byl zvolen nĂĄstroj s podobnĂœmi parametry a geometrickĂœmi charakteristikami,“ uvĂĄdĂ Pavel Zeman z Ăstavu vĂœrobnĂch strojĆŻ a zaĆĂzenĂ Fakulty strojnĂ ÄVUT v Praze a dodĂĄvĂĄ: „NicmĂ©nÄ vzhledem k tomu, ĆŸe jsme z pohledu celkovĂ© koncepce nĂĄstroje nenalezli k naĆĄemu prototypu ĆŸĂĄdnou blĂzkou alternativu, a to ani v segmentu PKD nĂĄstrojĆŻ, musel bĂœt naĆĄĂ volbou pro porovnĂĄnĂ vysoce kvalitnĂ nĂĄstroj ze slinutĂ©ho karbidu.“
I v pĆĂpadÄ srovnĂĄnĂ se ĆĄpiÄkovĂœm katalogovĂœm produktem zavedenĂ© znaÄky dokĂĄzal CVD-d nĂĄstroj osazenĂœ bĆitem s novou geometriĂ vytvoĆit vÄtĆĄĂ mnoĆŸstvĂ drĂĄĆŸek pĆi delĆĄĂ ĆŸivotnosti. ZĂĄroveĆ se potvrdilo nejen vĂœraznÄ niĆŸĆĄĂ opotĆebenĂ novĂ©ho nĂĄstroje, ale i bezchybnĂ© dodrĆŸenĂ kvality obrobenĂ©ho tvaru, a to pĆi vĂœraznÄ vyĆĄĆĄĂ hospodĂĄrnosti.
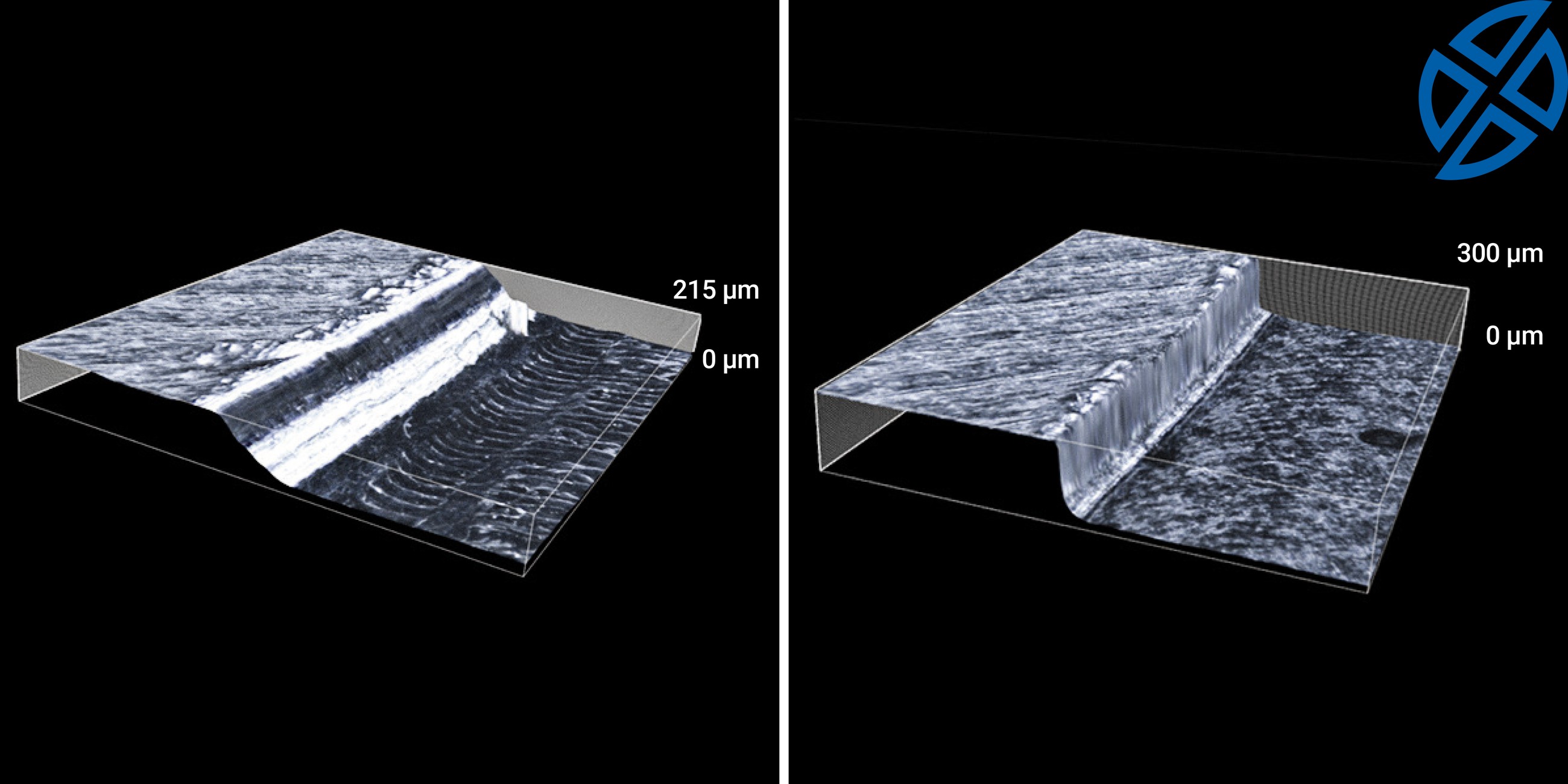
HloubkovĂœ sken obrobenĂ© drĂĄĆŸky standardnĂm nĂĄstrojem (po prvnĂ drĂĄĆŸce) a prototypem Rotana (po ÄtvrtĂ© drĂĄĆŸce)
ZĂĄkaznĂci tÄĆŸĂ z kvality nĂĄstroje i z pĆĂstupu poskytovatele ĆeĆĄenĂ
Kvalita novĂ©ho nĂĄstroje pĆedstavuje dĆŻleĆŸitou vĂœhodu, ale klĂÄovĂœm bonusem je pĆĂstup spoleÄnosti Rotana. NejenĆŸe firma disponuje veĆĄkerĂœmi technologiemi potĆebnĂœmi k nĂĄvrhu, vĂœvoji, vĂœrobÄ i renovaci ĆĄpiÄkovĂœch nĂĄstrojĆŻ, ale pĆedevĆĄĂm je schopna rychle reagovat na potĆeby svĂœch zĂĄkaznĂkĆŻ a nabĂdnout jim individuĂĄlnĂ ĆeĆĄenĂ pĆizpĆŻsobenĂ© konkrĂ©tnĂm aplikacĂm.
„BÄĆŸnÄ se stĂĄvĂĄ, ĆŸe za nĂĄmi klient pĆijde se standardnĂm nĂĄstrojem a poĆŸadavkem na to, jak by mÄl fungovat, a my navrhneme zmÄny, kterĂ© mohou zĂĄsadnĂm zpĆŻsobem vylepĆĄit jeho parametry,“ uvĂĄdĂ Pavel VĂtek, vedoucĂ sekce nĂĄstrojĆŻ z ultratvrdĂœch materiĂĄlĆŻ spoleÄnosti Rotana, a uzavĂrĂĄ: „OkamĆŸitÄ to odzkouĆĄĂme a v pĆĂpadÄ pozitivnĂch vĂœsledkĆŻ zaÄneme stejnĂœm zpĆŻsobem upravovat a produkovat i ostatnĂ nĂĄstroje.“
NovĂĄ stopkovĂĄ mikrofrĂ©za osazenĂĄ CVD diamantem pĆedstavuje pro zĂĄkaznĂky spoleÄnosti Rotana vĂœznamnĂœ posun. PouĆŸitĂm tÄchto nĂĄstrojĆŻ mohou firmy dosahovat nejen vysokĂ© pĆesnosti, ale i vĂœraznĂ©ho zvĂœĆĄenĂ produktivity ve vĂœrobnĂm procesu. UkĂĄzalo se, ĆŸe kombinace pouĆŸitĂ CVD-d a preciznĂ laserovĂ© technologie mĂĄ potenciĂĄl zlepĆĄit efektivitu v ĆĄirokĂ©m spektru prĆŻmyslovĂœch aplikacĂ.
Rotana je pĆednĂ ÄeskĂœ vĂœrobce a poskytovatel nĂĄstrojovĂœch ĆeĆĄenĂ ze slinutĂœch karbidĆŻ, diamantu a kubickĂ©ho nitridu bĂłru. NĂĄstroje vyvinutĂ©, vyrobenĂ© nebo renovovanĂ© v sĂdle firmy ve VelkĂ©m MeziĆĂÄĂ nalĂ©zajĂ uplatnÄnĂ jak ve standardnĂch, tak ...